



01 Ke englenonyeletso le tjheseditsweng
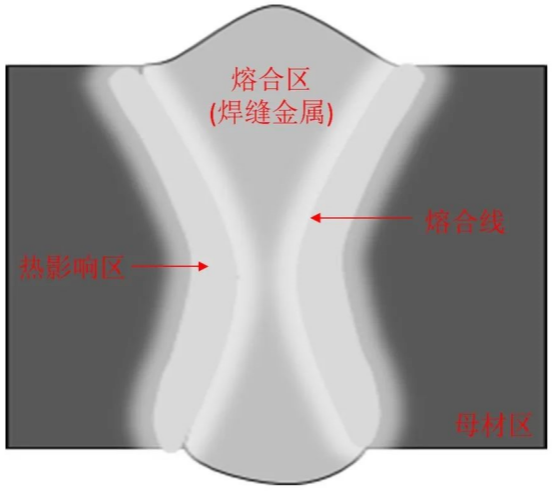
Lenonyeletso le tjheseditsweng le bolela lenonyeletso moo di-workpiece tse pedi kapa ho feta di hokahantsweng ka ho tjheseletsa. Lenonyeletso le tjheseditsweng la ho tjheseletsa ha fusion le bopjwa ka ho futhumatsa sebakeng seo ho tswa mohloding wa mocheso o phahameng. Lenonyeletso le tjheseditsweng le bopilwe ke sebaka sa ho kopanya (sebaka sa ho tjheseletsa), mola wa ho kopanya, sebaka se amehileng ke mocheso, le sebaka sa tshepe ya motheo, jwalo ka ha ho bontshitswe setshwantshong.
02 Lenonyello la marago ke eng
Sebopeho sa ho tjheseletsa se sebediswang haholo ke lenonyeletso moo dikarolo tse pedi tse hokahaneng di tjheselletswang sebakeng se le seng kapa arc bohareng ba lenonyeletso. Tšobotsi ke ho futhumatsa ho tshwanang, matla a tshwanang, le ho netefatsa boleng ba ho tjheseletsa habonolo.
03 Ke engmokoti oa ho tjheseletsa
E le ho netefatsa ho kenella le boleng ba manonyeletso a welded, le ho fokotsa ho fetoha ha weld, manonyeletso a likarolo tse welded hangata a sebetsoa esale pele ka dibopeho tse fapaneng pele a welded. Meroho e fapaneng ya weld e loketse mekgwa e fapaneng ya weldment le botenya ba weldment. Dibopeho tse tlwaelehileng tsa groove di kenyeletsa: e bopehileng jwalo ka I, e bopehileng jwalo ka V, e bopehileng jwalo ka U, e bopehileng jwalo ka V, jj., jwalo ka ha ho bontshitswe setshwantshong.
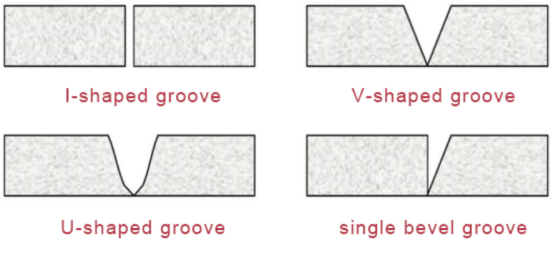
Mefuta e tloaelehileng ea li-groove tsa manonyeletso a marago
04 Tšusumetso ea Foromo ea Groove e Kopanetsoeng ea Butt hoHo tjheseletsa ha Laser Arc Composite
Ha botenya ba mosebetsi o welletsoeng bo ntse bo eketseha, ho fihlella ho tjheseletsa ka lehlakore le le leng le ho bopa dipoleiti tse mahareng le tse teteaneng ka mahlakore a mabedi (matla a laser <10 kW) hangata ho ba thata le ho feta. Hangata, maano a fapaneng a ho tjheseletsa a hloka ho sebediswa, jwalo ka ho rala dibopeho tse loketseng tsa groove kapa ho boloka dikgeo tse itseng tsa ho tjheseletsa, e le ho fihlella ho tjheseletsa dipoleiti tse mahareng le tse teteaneng. Leha ho le jwalo, ho tjheseletsa ka sebele tlhahisong, ho boloka dikgeo tsa ho tjheseletsa ho tla eketsa bothata ba disebediswa tsa ho tjheseletsa. Ka hona, moralo wa groove o ba bohlokwa nakong ya tshebetso ya ho tjheseletsa. Haeba moralo wa groove o sa utlwahale, botsitso le bokgoni ba ho tjheseletsa di tla ameha hampe, mme hape ho eketsa kotsi ya diphoso tsa ho tjheseletsa.
(1) Sebopeho sa mokoti se ama boleng ba mokoti wa weld ka ho toba. Moralo o loketseng wa mokoti o ka netefatsa hore tshepe ya terata ya weld e tlatsitswe ka botlalo mokoti wa weld, e leng se fokotsang ho hlaha ha diphoso tsa weld.
(2) Sebopeho sa jeometri sa mokoti se ama tsela eo mocheso o fetisetswang ka yona, e leng se ka tataisang mocheso hamolemo, sa fihlella ho futhumala le ho phodisa ka ho tshwana, mme sa thusa ho qoba ho fetoha ha mocheso le kgatello e setseng.
(3) Sebopeho sa mokoti se tla ama sebopeho sa karolo e tshekaletseng ya moalo wa weld, mme se tla lebisa hore sebopeho sa karolo e tshekaletseng sa moalo wa weld se tsamaellane le ditlhoko tse ikgethang, tse kang botebo le bophara ba ho kenella ha weld.
(4) Sebopeho se loketseng sa mokoti se ka ntlafatsa botsitso ba ho tjheseletsa le ho fokotsa liketsahalo tse sa tsitsang nakong ea ts'ebetso ea ho tjheseletsa, joalo ka ho fafatsa le liphoso tse sehiloeng.
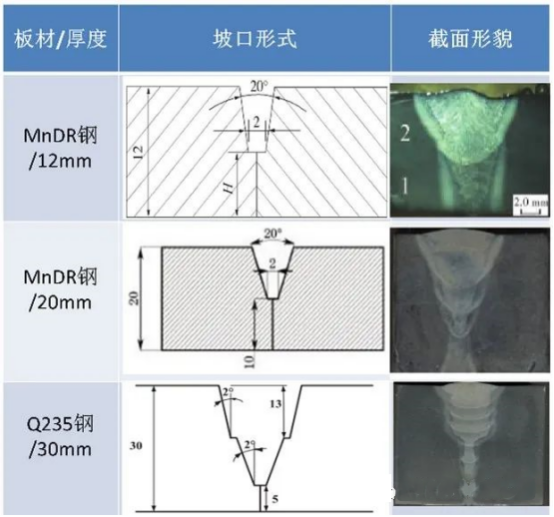
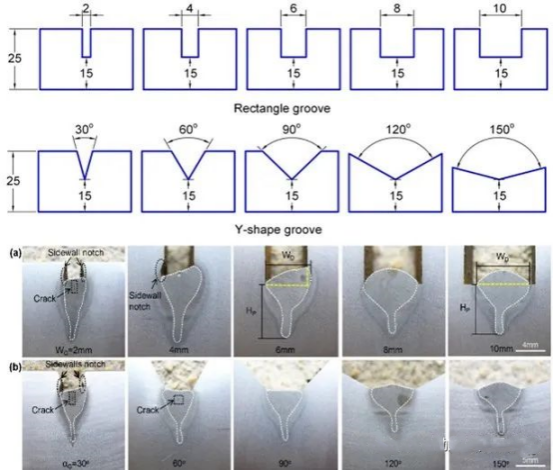
Jwalo ka ha ho bontshitswe ho Setshwantsho sa 3, bafuputsi ba fumane hore ho sebedisa welding ya arc composite ya laser (matla a laser a 4kW) ho ka tlatsa groove ka dikarolo tse pedi le diphase tse pedi, e leng se ntlafatsang katleho ya welding; Welding e se nang sekoli ya MnDR e botenya ba 20mm e fihlelletswe ka ho sebedisa welding ya arc composite ya laser ya dikarolo tse tharo (matla a laser a 6kW); Welding ya arc composite ya laser e sebediseditswe ho welding tshepe e tlase ya carbon e botenya ba 30mm ka dikarolo le diphase tse ngata, mme sebopeho sa karolo e tshekaletseng ya lenonyello le welding se ne se tsitsitse ebile se le setle. Ho phaella moo, bafuputsi ba fumane hore bophara ba diphase tse kgutlonnetsepa le sekhutlo sa diphase tse bōpehileng jwalo ka Y di na le tshusumetso e kgolo hodima phello ya thibelo ya sebaka. Ha bophara ba groove e kgutlonnetsepa bo le≤4mm 'me sekhutlo sa mokoti o bōpehileng joaloka Y ke≤60 °, sebopeho sa karolo e tshekaletseng ya moalo wa weld se bontsha mapetso a bohareng le di-notches tsa mabota a mahlakoreng, jwalo ka ha ho bontshitswe setshwantshong.
Tšusumetso ea Sebopeho sa Groove Sebopehong sa Karolo e Tšeletseng sa Li-Welds
Tšusumetso ea Bophara ba Groove le Angle Karolong e Tšepaneng Sebopeho sa Li-Welds
Kakaretso ea 05
Khetho ea foromo ea groove e hloka ho nahana ka botlalo ka litlhoko tsa mosebetsi oa ho tjheseletsa, litšobotsi tsa thepa, le litšobotsi tsa ts'ebetso ea ho tjheseletsa ea arc e kopaneng ea laser. Moralo o nepahetseng oa groove o ka ntlafatsa katleho ea ho tjheseletsa le ho fokotsa kotsi ea liphoso tsa ho tjheseletsa. Ka hona, khetho le moralo oa foromo ea groove ke ntlha ea bohlokoa pele ho tjheseletsa ea arc e kopaneng ea laser ea lipoleiti tse mahareng le tse teteaneng.
Nako ea poso: Pulungoana-08-2023











